




Respon Moulding Co., Ltd
www.responmoulding.com

Quelle est la marque d'évier dans le moulage par injection plastique? et comment prévenir les marques d'évier?
Nov21,2022
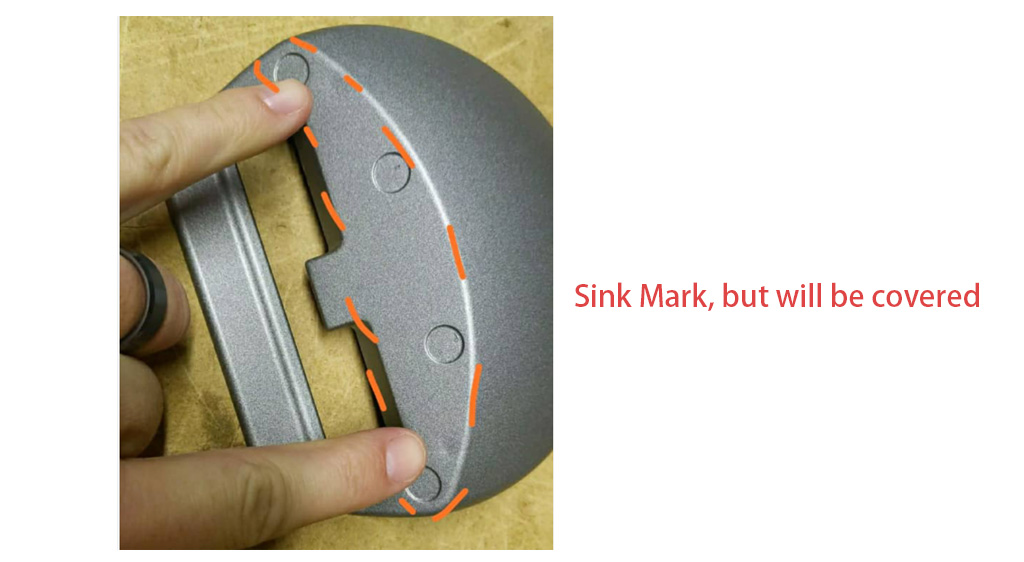
La marque d'évier est un défaut qui ressemble plus à une fossette ou à une rainure sur la surface des pièces moulées par injection avec des variations d'épaisseur de paroi, généralement trouvées dans une zone plus épaisse d'un composant. Le degré de visibilité d'un évier dépend de sa profondeur, de la couleur du produit et de sa texture. Les retassures se produisent lorsque des zones de résine liquide chaude refroidissent et rétrécissent à des vitesses différentes. Les retassures peuvent provenir des méthodes de traitement, de la conception de l'outillage, de la géométrie des pièces et de la sélection des matériaux. Le plus souvent, les éviers n'affectent pas l'intégrité ou la résistance structurelle. Regardez où se trouve l'évier. Si l'évier apparaît dans un endroit caché ou sera recouvert par une autre partie, et s'il n'affecte pas l'intégrité ou la résistance structurelle, vous pouvez simplement le laisser là. Les étiquettes sont également utilisées pour couvrir une marque d'évier. Une texture s'avère également efficace pour masquer un creux. Il peut fournir un camouflage, mais il ne peut pas couvrir une marque d'évier. Si, toutefois, l'évier apparaît quelque part visible, vous devrez examiner attentivement ce qui le cause.
Cause 1 : température de fusion incorrecte
L'utilisation d'une température incorrecte lors de la fusion d'une résine peut entraîner une marque d'évier sur la surface du plastique fini. Souvent, les retassures sont dues à la basse température de l'insert, et si tel est le cas, l'augmentation de la température peut résoudre ces problèmes. Pour éviter cela, ajustez la résine de fusion dans la plage de température recommandée par le fabricant. Avant d'injecter la résine dans le moule, vérifiez la température de fusion.
Cause 2 : faible temps d'emballage et de maintien
Pour éviter les marques d'évier, maintenez-le assez longtemps pour vous assurer que la porte se solidifie après avoir rempli le moule. Cela aiderait à empêcher le matériau fondu de sortir du moule, empêchant les éviers. En d'autres termes, lorsqu'une marque ou une dépression se produit près de la porte, prolonger le temps de pack et de maintien aide à l'éradiquer.
Cause 3 : pression de conditionnement ou de maintien incorrecte
Pour éviter les retassures ou le rétrécissement, une pression de cavité de moule typique varie de 8 000 à 15 000 psi. La règle est que la pression de conditionnement ou de maintien doit être de 50 à 70 % de la pression d'injection. La meilleure façon d'appliquer une pression est de mesurer l'épaisseur. Par conséquent, les sections de moule épaisses nécessitent plus de plastique et de pression que les sections moins épaisses pour conserver leur forme.
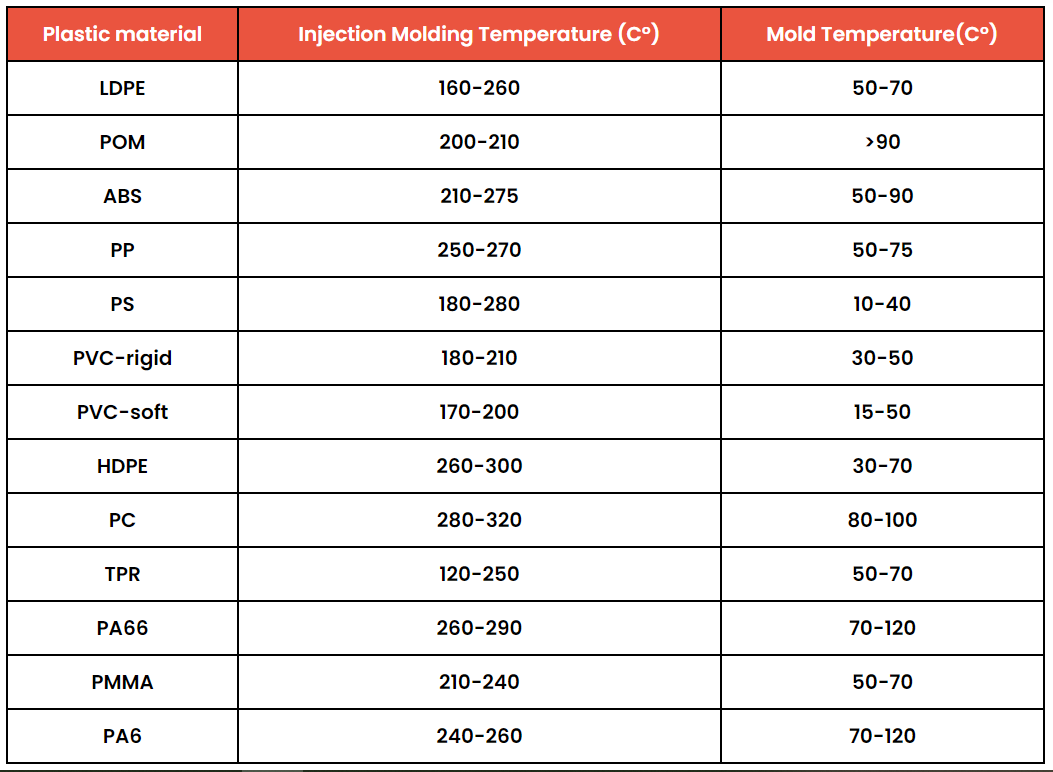
Cause 4 : température élevée du moule
Vous trouverez ci-dessous la température de moulage par injection recommandée pour le plastique courant :
Cause 5 : conception de pièce incorrecte
Il est important de noter que les nervures et les bossages sont les zones les plus courantes où se produisent des retassures. Vous trouverez ci-dessous quelques façons de remédier aux défauts de moulage par injection causés par la géométrie.
Équilibrer l'épaisseur des nervures et des parois
La création d'un équilibre entre l'épaisseur de la nervure et de la paroi aiderait à réduire la tendance de ces marques à se former. Éviter d'augmenter la hauteur de la nervure à l'épaisseur du mur. De plus, ne faites pas une hauteur de nervure supérieure à 3 fois l'épaisseur de la paroi.
Utilisez une pente progressive de 7 degrés à la base de la nervure
C'est une bonne idée d'utiliser une pente progressive de 7° à la base de toute nervure que vous utilisez dans votre conception. L'utilisation de cette méthode de pente ne fonctionne que lorsque la porte est proche de la zone. Cette pente permet d'assurer une montée progressive de la matière fondue injectée dans le moule, évitant les imperfections et déformations à sa surface.
Conception de patron
Lors de la conception d'un bossage où le cerceau subirait une contrainte minimale, le diamètre extérieur doit être le double du diamètre intérieur. Ce type de conception de bossage aiderait à réduire les retassures. D'autre part, si le cerceau de bossage devait subir beaucoup de contraintes en cas d'application de charges plus lourdes, le diamètre extérieur devrait être deux fois et demie le diamètre intérieur.
La zone de base plus fine autour du patron
Il est préférable d'éviter d'amincir la zone de base autour du bossage. Cette pratique, courante de nos jours, fragilise la construction. En conséquence, le bossage nécessiterait des nervures solides pour le support qui interrompent par conséquent l'écoulement du matériau pendant l'injection, entraînant des retassures dans le plastique.
Petit trou de buse
Si la buse est bloquée ou si le trou de la buse de la machine de moulage est petit, le manque de pression peut provoquer une marque d'évier sur le plastique. Par conséquent, la meilleure façon de prévenir ce type de défaut sur le plastique est de nettoyer ou de remplacer la buse de la machine à injection pour obtenir la vitesse d'injection idéale.
Épaisseur de paroi uniforme
Afin d'éviter les retassures, l'épaisseur de la paroi doit être uniforme dans toute la conception en plastique. Ce facteur doit être assuré lors de la phase de conception initiale. Si ce facteur est négligé, il peut en résulter un processus contraint. Les coins peuvent également être des zones problématiques, car la jonction de deux murs peut entraîner une augmentation de l'épaisseur. Arrondir les coins extérieurs et intérieurs peut aider à maintenir une épaisseur de paroi constante et à éliminer l'évier. S'il y a une variation d'épaisseur de paroi, la résine fondue s'écoulera d'abord librement à travers les régions plus épaisses que les sections plus minces. L'épaisseur de paroi des nervures ne doit pas dépasser 50 à 80 %.
Cause 6 : conception de moule incorrecte
Déplacement de l'emplacement de la porte : Si la porte est scellée trop tôt, des retassures peuvent en résulter. Le déplacement des vannes pendant la conception peut modifier le moment de l'étanchéité de la vanne, éliminant les marques d'évier.
L'un des aspects critiques de la conception de moules par rapport aux éviers est le placement de la conduite d'eau. Les sections plus épaisses bénéficient généralement d'un refroidissement adéquat à la surface de la pièce, mais les parties internes de la zone épaisse sont souvent négligées. L'acheminement de l'eau vers les parties internes de la section épaisse peut être difficile, mais peut améliorer les éviers, la qualité des pièces et éventuellement le temps de cycle. N'oubliez pas que l'objectif est de fournir un refroidissement uniforme à la zone de la pièce où se produit l'évier.
Cause 7 : Mauvaise sélection de matériau plastique
Le matériau ayant plus de retrait est plus susceptible de créer une marque d'évier. La différence de matière s'avère efficace pour l'amélioration des retassures. De nombreux facteurs affectent la sélection des matériaux, le rétrécissement est l'une des considérations les plus importantes. Essayez d'utiliser les matériaux avec un taux de retrait inférieur, uniquement lorsque d'autres conditions répondent aux besoins.
En tant que fournisseur manufacturier, nous suggérons d'éliminer la marque d'évier sur les pièces moulées avant qu'elle ne se produise, au lieu de chercher des solutions à la hâte lorsque la marque d'évier apparaît. La recherche de solutions signifie que la conception de la pièce moulée par injection doit être modifiée ou que les ingénieurs doivent ajuster les portes ou les glissières du moule. Les mesures mentionnées augmentent non seulement le coût de production mais prolongent le cycle de développement du produit. Le pire, c'est qu'avec tous les efforts déployés, vous devrez faire le compromis que les marques d'évier sont toujours là. La modélisation 3D offre une capacité puissante pour la conception de pièces en plastique. Dans Solidworks, nous pouvons utiliser l'analyse d'épaisseur pour l'évaluation de notre pièce. Le logiciel en plastique rend possible la modification des caractéristiques et la taille de l'emballage. Il sera utile pour la réduction de la marque d'évier.
<< Page précédente
Page suivante >>
la toile: www.responmoulding.com
Tél: +008613950149615 (Mob/Wechat/Whatsapp)
courrier: sales@responmoulding.com
Liens:











Copyright © Respon Moulding Co., Ltd . All rights reserved.
 +008613950149615 (Mob/Wechat/Whatsapp)
+008613950149615 (Mob/Wechat/Whatsapp)
 sales@responmoulding.com
sales@responmoulding.com
 +008613950149614
+008613950149614
 929387114@qq.com
929387114@qq.com
